台灣砂輪
Taiwan Grinding Wheel Inc. Co., Ltd.
砂輪是利用結合劑將磨料固結成不同的形狀,以進行研磨、切斷、拋光等工作的研磨材料。 砂輪的特性包括磨料、粒度、硬度、組織、結合劑種類、形狀和尺寸等。
I.磨料種類
| 代 號 | 特 性 | 應 用 | |
|---|---|---|---|
| 氧 化 鋁 | A | 棕褐色,硬度高,韌性大。 | 適用於中低碳鋼,一般材的自由切削。 |
| WA | 白色,硬度比A稍高,韌性比A稍低。 | 適用於高碳鋼、合金鋼、工具鋼。 | |
| PA | 玫瑰色,韌性比WA高。 | 適用於高強碳鋼,高硬度鋼,合金鋼,工具鋼。可提供多氣孔組織,平面研磨用。 | |
| DA | 深紅色,韌性比PA高。 | 適用於經熱處理之高強碳鋼,高硬度鋼,合金鋼,工具鋼 。可提供多氣孔組織,平面研磨用。 | |
| 32A | 磨粒為單結晶體,強度、硬度、韌性比WA高。 | 適用於高強度材料,合金鋼,工具鋼,高硬度鋼和精密研削。 | |
| 碳 化 矽 | C | 黑色,硬度比WA高,韌性較低。 | 適用於強度低的金屬和非金屬材料,如塑膠、石材、鑄鐵等。 |
| GC | 綠色,硬度比鑽石和氮化硼低,但破碎性和硬度高於C。 | 適用於硬脆性材料,如超硬合金,玻璃等。 | |
II.粒 度
粒度是指研材料中所含磨料粒度的粗細。粒度的選擇和工件加工效率與工件面粗度要求有關。ㄧ般而言,粒度越粗,加工效率越好,但面粗度越粗;如欲獲致較細之面粗度,則應使用較細之粒度,但此時加工效率較慢。
| 粗 |
10 12 14 16 20 24
|
|
|---|---|---|
| 中 |
30 36 40 46 54 60
|
|
| 細 |
70 80 90 100 120 150 180 220
|
|
| 較細 |
240 280 320 400 500 600 700
|
|
| 超細 |
800 1000 1200 1500 2000 2500 3000
|
|
III.硬 度
硬度是指砂輪中磨粒的固持力量,亦即磨粒在外力作用下脫落的難易程度。結合劑的種類和數量皆會影響砂輪的硬度。
|
超軟 E. F. G |
軟 H. I. J. K |
中 L. M. N. O |
硬 P. Q. R. S |
超 硬 T. U. V. W. X. Y |
|---|
IV.組 織
組織是指磨粒分佈的疏密程度,它會影響砂輪的壽命。較緊的組織,有利於保持原形狀,適用於成型、精密研磨。較鬆的組織,切削力強,研磨發熱較少,能減少工件燒焦變形,適用於軟而韌性大的材料。多孔的組織具有最明顯的自由切削特性,適用於熱敏感材料、非金屬、軟金屬等。

V.結合劑
結合劑是用來固持砂輪中的磨粒,並在研削過程中釋放已鈍化的磨粒,並露出新的磨粒切刃。
| 結 合 劑 種 類 | 代 號 | 特 性 和 應 用 |
|---|---|---|
| 瓷質燒結法 | V |
剛性高,磨耗小,加工效率高,適用於精密研磨。
|
| 樹脂黏結法 | B |
彈性大,適用於高速研磨,拋光,去毛邊,切斷等。
|
| 氧化鎂黏結法 | MG |
適用於熱敏感性的材料,例如不銹鋼刀具。
|
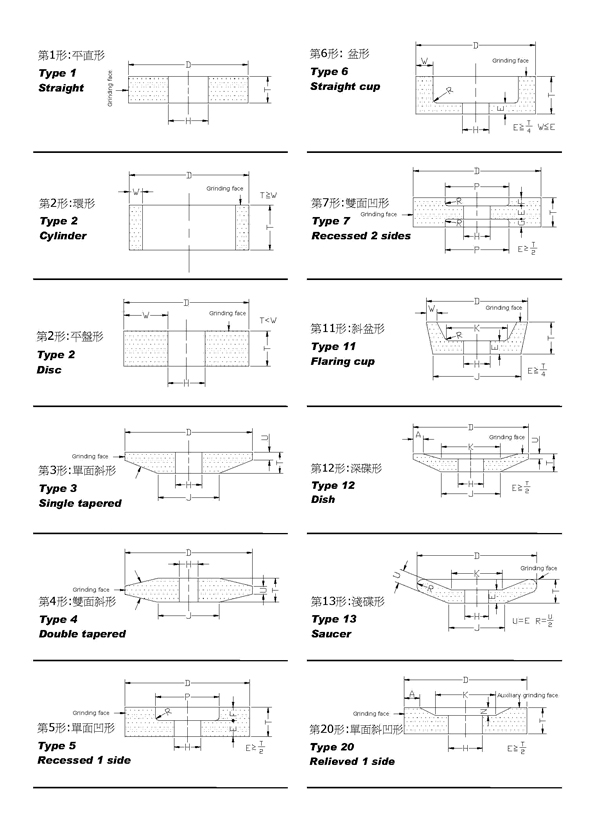
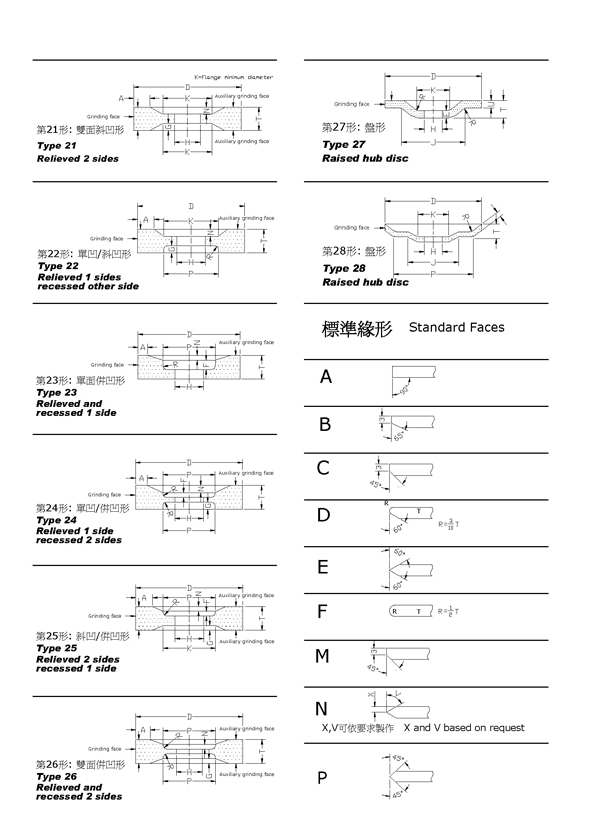
VI.砂輪標準形狀