
台灣砂輪
Taiwan Grinding Wheel Inc. Co., Ltd.

PORETEX®為結合國外技術與本公司在傳統瓷質燒結法砂輪領域之製造經驗所研發成功的瓷質燒結法鑽石和CBN砂輪。PORETEX®含有樹脂法和金屬法砂輪所沒有的氣孔,因此擁有極佳的排屑性和較低的研磨抵抗,加上鑽石和氮化硼本身的高熱傳導係數,可降低研磨時的工作溫度,減少工件燒焦和變形的可能。同時因為氣孔的存在,瓷質燒結法砂輪PORETEX®的削正和削銳較樹脂法、金屬法砂輪容易,只須一道手續即可同時完成削正和削銳。在許多的應用領域中,PORETEX®的自由切削性高於樹脂法、金屬法砂輪及傳統砂輪,且可保持較久的銳利度,因此修整週期大幅延長,修整次數減少,砂輪更換次數減少,機器非加工時間也大幅降低。如果搭配良好的機械剛性,PORETEX®更可以使用遠高於傳統砂輪或樹脂法、金屬法超級磨料砂輪適用的研磨周速度,大幅提昇單位時間研磨量,降低加工時間,因此,已有許多的前加工工程,例如車床、銑床,已逐漸被研磨加工取代,大幅縮短加工流程和時間。
綜合以上優點,PORETEX®可達到高速度、高效率、高研磨比、高精度、高壽命及良好面粗度的加工要求,尤其適用於全自動無人化的量產研磨 (production grinding),大幅降低總研磨成本,真正達到降低成本,品質升級的目標。
1.含有極高的氣孔率→較佳的排屑性、較高的自由切削性、較低的研磨壓力、較低的研磨溫度、良好的工件表面品質
與樹脂法和金屬法砂輪比較,PORETEX®含有前者所沒有的氣孔,因此擁有較佳的自由切削性和排屑性,進而降低研磨阻抗,同時因為可容納較多研磨液,因此可降低研磨時的溫度,大幅減少工件燒焦及變形的可能性。如果PORETEX®用於高周速度的研磨加工 (80 ~ 120 m/s),搭配上列的優點,則可以大幅提昇加工效率,降低加工時間,同時保持工件尺寸精確度和良好面粗度。簡而言之,研磨周速度越高,研磨的效率和效能提昇越明顯。
2.結合劑鍵結力大 + 自由切削性高→壽命長、研磨比高、修整次數減少
瓷質燒結法砂輪耐熱性高,鍵結力強,沒有樹脂法遇熱容易造成磨粒脫落和金屬法自由切削性不足的缺點,加上鑽石 & CBN磨粒本身的自我削銳及常保銳利度、耐摩耗等特性,PORETEX®的壽命長、研磨比高、修整次數大幅降低,因此可提高設備利用率,減少更換砂輪的次數,並節省因修整砂輪而浪費的砂輪成本。此外,PORETEX®也沒有電鑄法磨粒無法充分利用的缺點,因為瓷質燒結法鍵結力強,每個磨粒得以充分利用。與傳統氧化鋁 (A12O3) 砂輪比較,PORETEX®可延長內孔研磨修整週期200倍(200pcs / dress),外徑研磨40 ~ 60倍 (400 ~ 600pcs / dress),大幅減少修整次數和機械的非加工時間。
3.修整容易且可控制修整條件→不同的面粗度和磨除率要求
瓷質燒結法砂輪的削正和削銳為同一步驟統稱為修整,即完成削正的同時,削銳也同時完成,樹脂法和金屬法砂輪的削正和削銳則分為2個步驟,削正和削銳量不容易控制,進而影響砂輪表面和工件尺寸、面粗度的一致性和穩定性。PORETEX®的優點之一是可以藉由修整條件的改變,達到不同的面粗度和磨除率要求,也就是同一個砂輪可以作粗磨和細磨加工,節省更換砂輪的時間並避免工件在不同機台間轉換所造成的尺寸偏差。因為修整容易的特性,如果搭配CNC控制程式或成型修整輪,PORETEX®可以像傳統砂輪一樣,進行成型研磨。
4.產生壓縮應力→提昇工件疲勞強度
瓷質燒結法氧化鋁和碳化矽砂輪在研磨難削材時,因為自由切削性不夠,會產生大量的研磨熱,此研磨熱會在工件表面產生拉伸應力;又工件在作動時多半承受拉伸壓力,而在研磨時所殘留的拉伸壓力,則會大幅降低工件的疲勞強度。PORETEX®含有氣孔具有較高的自由切削性,所以可以降低研磨熱對工件所造成的影響,並在工件表面產生殘留的壓縮應力,大幅提高工件在作動時的疲勞強度,此效果對於小尺寸的工件特別明顯。
瓷質燒結法砂輪因含有氣孔,所以削正後即有相當的自由切削性,一般而言,不需再進行削銳,因此瓷質燒結法砂輪的削正和削銳可視為在同一步驟內完成,即進行削正的同時,削銳也同時完成。正確的削正工具和削正條件對於瓷質燒結法砂輪的使用非常重要,錯誤的削正方式會導致工件的面粗度和尺寸不一致性,甚至導致砂輪無法使用,許多傳統瓷質燒結法砂輪的削整方式和條件並不適用於瓷質燒結法鑽石&CBN砂輪,此點須特別注意。
1.單石鑽石修刀:適用於小砂輪、平面研磨砂輪和小批量生產。
2.金屬結合修刀:適用於直徑200mm以下的砂輪。
3.電鑄鑽石修整塊:適用於平面研磨或成型研磨。
4.旋轉式鑽石修整輪:適用於所有類型的研磨加工,尤其是量產研磨,配合自動取料系統,可達成全自動無人化的研磨加工。另外,可搭配CNC控制程式,進行成型修整。
1.削正方向:砂輪和修整輪同切線方向(+)或反方向(–)。
2.速度比:速度比 = 修整輪切線速度/砂輪切線速度,一般而言,速度比為 +0.2 ~ +0.8。
3.削正量/半徑 (infeed/radius):0.002~0.005mm次數以2~4次為限。
4.削正導程(truing lead):0.05~0.15mm/每砂輪轉。
工件的面粗度和磨除率,可藉由以上4種條件的改變來達成不同的要求。
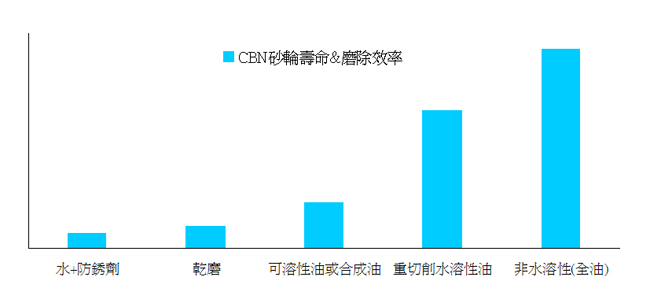
研磨液的選擇對於瓷質燒結法CBN砂輪的壽命和磨除效率有很大影響,各類研磨液的比較如下:
瓷質燒結法鑽石 & CBN砂輪的高穩定性及高效率性特別適用於大量生產行業之需求,藉由適當磨料粒度的選用和理想結合劑的搭配,適用於各種素材的加工,不僅切削力佳更可掌控工件精度。
- 齒輪、汽缸內孔研磨
- 等速萬向節內孔研磨
- 壓縮機零件內孔、溝槽研磨
- 凸輪軸外徑研磨
- 噴油系統零件內孔、成型研磨
- 汽門推捍內外徑研磨
- 模冶具平面、內外徑、成型研磨
- 搖臂成型研磨
- 端銑刀研磨
- 拉刀研磨
- 滾銑刀齒研、內孔研磨
- 圓刀、長刀、裁刀研磨
- 鍛造用模具螺紋、內徑研磨
- PCD&PCBN刀具研磨
- 碳化鎢、Cermet、PCD圓鋸研磨
- 齒輪齒研、內徑研磨
- 滾銑刀研磨
- 曲柄軸插栓內孔研磨
- 氣缸外徑、無心研磨
- 微滾珠軸承內徑研磨、溝研
- 針狀軸承內徑研磨、溝研
- 航太業用軸承內外徑研磨
- 線性滑軌溝研
- 滾珠螺桿研磨
- 壓縮機零件內徑、溝槽研磨
- 心軸無心研磨
- 電動剪髮器刀頭研磨
- 內外徑、平面研磨、平面成型研磨
- 滑軌研磨
- 內外徑、平面、溝槽研磨