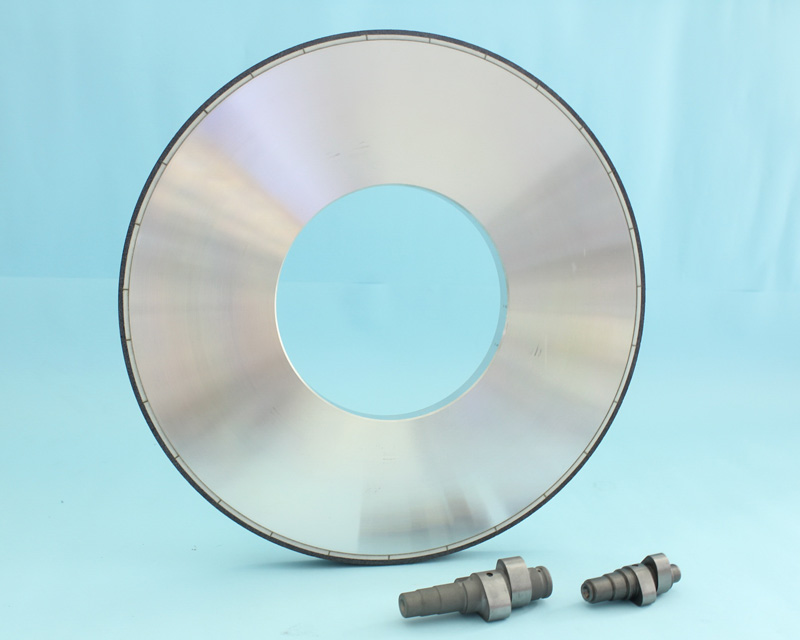
外徑研磨-瓷質燒結法CBN砂輪
特性:
• 高硬度、高熱傳導係數
氮化硼本身的高熱傳導係數和高硬度,加上擁有氣孔和極佳的排屑性和較低的研磨抵抗,可降低研磨時的工作溫度,減少工件燒焦和變形的可能。
• 高線速度、較小的砂輪外徑
因為本體為鐵,因此可使用遠高於傳統砂輪使用的線速度,例如≧80m/s,如此便可提高進刀量,縮短加工時間。同時因為氮化硼的耐磨耗特性,可使用較小外徑的砂輪,進而縮小磨床的體積。
• 修整週期長
與傳統砂輪比較,可延長外徑研磨修整週期200~300倍,大幅減少修整次數、換砂輪和機械的非加工時間。
• 不同的面粗度和磨除率要求
可以藉由修整條件的改變,達到不同的面粗度和磨除率要求,也就是同一個砂輪可以作粗磨和細磨加工並避免工件在不同機台間轉換所造成的尺寸偏差。
常用尺寸
D |
T |
X |
H |
|---|---|---|---|
100 |
15 |
5 |
10 |
250 |
12 14 18 20 22 25 |
3 |
152.4 |
350 |
6 8.8 14 15 16 18 20 |
3 |
152.4 |
510 |
18 |
3 |
203.2 |
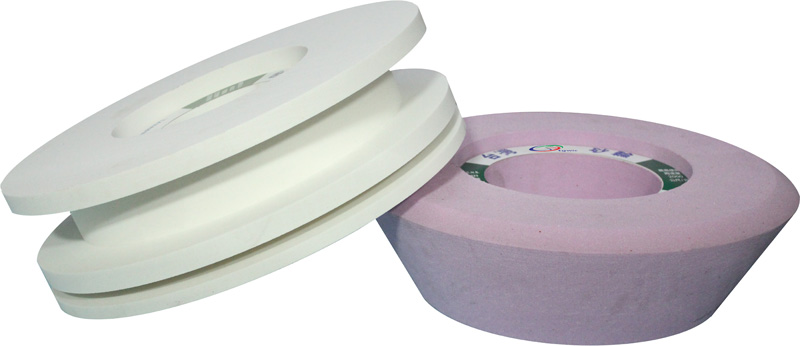
瓷質燒結法精密砂輪
外徑研磨砂輪通常用於工件夾持於頂心之間或用於夾頭夾持之外徑研磨加工,共分為三大類:
1. 直進式:砂輪在加工位置上直接進刀完成研磨工序 (無左右橫移)
2. 橫移式:砂輪在工件上橫移完成研磨工序
3. 斜進式:砂輪以一定的角度進刀,同時研磨工件的外徑&端面
外徑研磨加工,包括一般的心軸研磨、定寸研磨、左右橫移研磨以及斜進式成型研磨….等等,尤其使用於大馬力高剛性高線速度(≧45m/s)之磨床,尺寸穩定,修整週期長,更可發揮砂輪高切削力、高效率、高品質之最佳研削特性。
適用行業:
• 汽機車零件製造: 凸輪軸、曲柄軸、傳動軸、心軸、氣門推桿等
• 馬達心軸製造
• 齒輪、凸輪製造
• 傳動及輸送用滾筒製造
• 軸承業
• 造船業
• 航太業
• 滾珠螺桿
• 機械零件製造
常用尺寸 & 形狀表
D (外徑) |
T (厚度) |
H (孔徑) |
形 狀 |
|---|---|---|---|
305 |
19 ~ 50 |
76.2 101.6 127 |
1 5 7 |
355 405 |
19 ~ 65 |
101.6 127 152.4 |
|
455 510以上 |
12 ~ 160 |
152.4 203.2 254 304.8 |
產品特性
特性 |
應用&優點 |
|
|---|---|---|
| ‧陶瓷系列氧化鋁(微結晶) ‧硬度&強度皆為最高 ‧自銳性優 ‧搭配高強度結合劑 |
‧磨除率高,研磨溫度較低 ‧壽命為一般磨料的2~5倍 ‧修整週期長,工件燒焦少 ‧形狀保持佳 ‧自由切削性佳 ‧適用於高強度或高硬度材質 例:合金鋼、工具鋼、高速鋼 |
|
特性 |
應用&優點 |
|
|---|---|---|
‧單結晶氧化鋁 ‧硬度&強度皆高 |
‧自由切削性佳,適用範圍最廣泛 ‧修整週期長,工件尺寸穩定度高 ‧形狀保持佳 ‧適用於中→高硬度的材質 |
|
特性 |
應用&優點 |
|
|---|---|---|
‧銳角多 ‧硬度&強度比PA高 |
‧自由切削性極佳 ‧適用於經熱處理之高碳鋼、合金鋼、工具鋼、高速鋼之重切削&精密研磨 |
|
特性 |
應用&優點 |
|
|---|---|---|
‧易碎型氧化鋁 ‧強度比WA高 |
‧適用於≦HRC55之鋼材 ‧適合磨除率不高的應用 |
|
高線速度用(45m/s)外徑研磨砂輪
此類砂輪適用於具有高剛性和高線速度的磨床,例如: TOYODA、NTC、SHIGIYA、KONDO、STUDER、LANDIS等,研磨效果和砂輪壽命皆與進口產品相當,工件尺寸穩定,修整週期長,可大幅降低非加工時間的耗損。
適用材質 |
粒 度 |
尺 寸 |
備 註 |
|---|---|---|---|
SKD, SCM, S45C, 鑄鐵等經熱處理加工及複合材料較難加工之工件 |
46 |
外徑: 厚度: 12 ~ 160 |
適用於: 例如:Toyoda, NTC, Shigiya, Kondo, Studer, Landis等
|