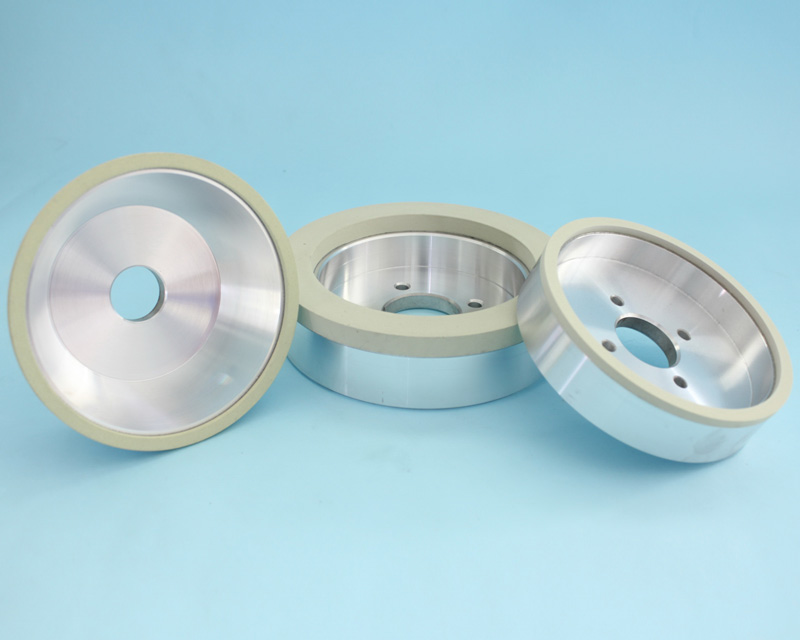

瓷質燒結法鑽石砂輪
應用: 刀片、刀具、圓鋸片、帶鋸
適用材質: 碳化鎢、瓷金(cermet)、陶瓷
適用材質: 碳化鎢、瓷金(cermet)、陶瓷
與樹脂法相比,瓷質燒結法砂輪擁有氣孔,可幫助排屑和切削液的通過,因此產生較低的研磨阻力和研磨熱,可大幅提昇工件的疲勞強度,加上瓷質結合劑本身較高的耐熱性,結合劑擁有較高的保持力,每個磨粒得以充分利用,沒有樹脂法遇熱容易脫落或鈍化的缺點,因此擁有良好的自銳性,最終達到縮短加工時間、良好工件面粗度和降低研磨成本等多重目標。
特性:
• 磨粒保持力佳、壽命長
瓷質結合劑擁有優異的保持力,砂輪壽命最多可達到樹脂法的5倍,減少更換砂輪的時間,提高效率。
• 氣孔幫助排屑和切削液的通過
促進較低的研磨阻力和研磨熱,工件的疲勞強度因此提昇。
• 切削力和自銳性佳,工件尺寸精度高
切削力的保持穩定,沒有磨粒提早脫落或鈍化的現象,因此工件尺寸穩定且精度高。
• 泛用性高
綜合以上優點,單一粒度可同時做粗磨和細磨,可使用比樹脂法更細的粒度,卻可降低10%的加工時間,同時達到相同的面粗度,和5倍的砂輪壽命。
應用範圍:
• 碳化鎢、瓷金(cermet)、陶瓷: 車刀、刀片
• 碳化鎢、瓷金(cermet)、陶瓷: 帶鋸,圓鋸片face/top/side研磨
應用實例
研磨工件 |
碳 化 鎢 圓 鋸 片 |
|||
|---|---|---|---|---|
研磨參數 部位 |
轉速 rpm |
線速度 m/s |
進給率 mm/s |
切削深度 mm |
Top |
4200 |
27 |
6 |
0.3~1.5 |
Face |
4200 |
44 |
6 |
0.1 |
Side |
4000 |
25 |
2~6 |
0.15~0.2 |
研磨結果 |
與樹脂法比較: 1.研磨阻力較小 2.研磨熱較少 3.加工時間縮短10% 4.碳化鎢刀刃形狀&尺寸精度較佳 5.砂輪壽命可達到5倍 |
|||